

PNL TEST STANDARD
PNL-TS-001
Date: 04/30/2026
Author: PNL Testers
Standard Test Method for Measuring Broadhead Edge Sharpness Using Controlled Force Application
- Scope
1.1 This standard establishes a repeatable method for measuring the edge sharpness of archery broadheads by determining the force required to sever a standardized test filament.
1.2 This method applies to
Fixed blade broadheads
Replaceable blade broadheads
Single-bevel and double-bevel edges
1.3 Results are reported in grams-force (gf).
1.4 This standard is intended to minimize operator influence and improve measurement repeatability through controlled force application and defined data acquisition requirements.
- Purpose
2.1 The purpose of this standard is to:
Provide a consistent and repeatable method for sharpness testing
Reduce variability caused by manual testing methods
Improve accuracy through controlled loading and adequate sampling rates
Establish a consistent baseline for comparison across broadhead designs
- Terminology
3.1 Sharpness (BESS Value): Force, in grams-force, required to sever a standardized filament.
3.2 Cut Event: The moment at which the test media is completely severed.
3.3 Peak Force: The maximum force recorded immediately prior to filament failure.
- Significance and Use
4.1 This method provides a quantitative measurement of edge sharpness.
4.2 Results may be used to
Compare broadhead sharpness
Evaluate manufacturing consistency
Measure edge retention after use
4.3 This method emphasizes controlled conditions to ensure data reliability.
4.4 Sharpness is only one factor in broadhead cutting performance and should not be interpreted as a complete measure of penetration performance.
- Apparatus
5.1 Force Measurement System
Load cell capable of measuring force in grams-force
Minimum resolution: 1 gf or better
5.2 Data Acquisition System
Sampling rate: 100 Hz to 200 Hz
Continuous force vs. time recording required
5.3 Blade Fixture
Rigid mounting system preventing movement of the blade during testing
5.4 Test Media
Standard BESS filament or equivalent documented material
5.5 Force Application System
Gravity-fed mass system
Linear actuator with controlled speed
Mechanical tester with controlled displacement
- Sampling Rate Requirement
6.1 For Method B and Method C, force measurements shall be recorded at a sampling rate between 100 Hz and 200 Hz.
6.2 A sampling rate of 200 Hz is preferred when available for Method B and Method C.
6.3 Method A commercial tester results shall be reported using the sampling rate and display method provided by the manufacturer.
6.4 The filament severing event occurs rapidly and produces a short-duration peak force. For Methods B and C, lower sampling rates may fail to capture the true peak force, resulting in under-reported sharpness values.
6.5 Systems operating below 100 Hz shall not be used for Method B or Method C unless specifically documented as a deviation.
- Test Specimen Preparation
7.1 Broadheads shall be clean and free of debris.
7.2 Blades shall be tested in as-received condition unless otherwise specified.
7.3 Each cutting edge shall be tested independently.
7.4 If a blade is sharpened prior to testing, the sharpening method shall be documented.
- Test Methods
8.1 Method A — Commercial Tester (Baseline Comparison Method)
8.1.1 This method uses commercially available testers, such as the Edge-On-Up PT50A Sharpness Tester, for baseline comparison.
8.1.2 Procedure
Follow manufacturer instructions
Perform a minimum of three (3) trials per blade edge
Record displayed peak force
8.1.3 Limitations
Lower sampling rate, commonly reported at approximately 25 Hz
Potential for missed peak force during rapid cut events
Operator-dependent loading rate
Limited access to full force vs. time data
8.2 Method B — Load Cell Method (Controlled Force Method)
8.2.1
8.2.2 Setup:
Blade fixed rigidly
Filament attached to or positioned against the load cell fixture
Force applied using a gravity-fed or otherwise controlled system
8.2.3 Requirements:
Sampling rate: 100–200 Hz
Preferred sampling rate: 200 Hz
Force application rate: 5 g/sec ±10%
Full force vs. time curve required
8.2.4 Output:
Peak force from recorded dataset
Force vs. time curve
Trial-to-trial repeatability information
8.3 Method C — Linear Actuator Method (Advanced Controlled Method)
8.3.1 Setup:
Linear rail or guided actuator system
Controlled downward motion
Load cell integrated into the filament or blade fixture
8.3.2 Parameters:
Controlled actuator speed: 0.0625 in/sec (±10%)
Sampling rate: 100–200 Hz
Full force vs. time curve required
8.3.3 Applications
High repeatability testing
Research-grade comparisons
Validation of loading-rate effects
- Sharpness Classification (Archery Scale — Reference Only)
9.1 Background
9.1.1 The standard BESS classification system is commonly used for general-purpose cutting tools. However, general cutlery and utility-edge classifications do not directly reflect performance expectations for archery broadheads.
9.1.2 The following classification is intended for archery-specific interpretation of sharpness values.
9.1.3 This classification is informational and does not affect the validity of measured results.
9.2 Broadhead Sharpness Classification Scale
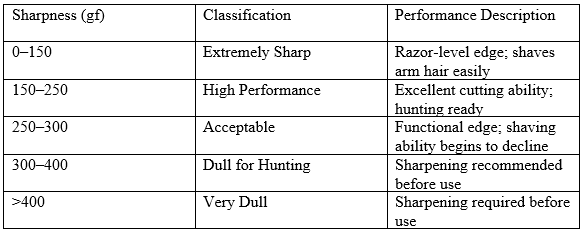
9.3 Guidance
Broadheads measuring greater than 300 gf are recommended for sharpening prior to use.
Edges below 250 gf are considered high-performance broadhead edges.
In testing, shaving ability was observed to diminish near 300 gf.
9.4 Important Notes
This classification is intended for archery broadheads and does not apply to general-purpose cutting tools.
Sharpness does not account for blade geometry, edge angle, structural durability, or penetration mechanics.
Sharpness should be interpreted as one component of broadhead performance, not the only component.
- Industry Reference Method (Contextual Comparison Only)
10.1 General
10.1.1 The Edge-On-Up PT50A Sharpness Tester is widely used as a commercial device for measuring edge sharpness using BESS methodology and is considered a common industry reference.
10.2 Purpose of Inclusion
10.2.1 The PT50A is included in this standard to:
Provide a baseline for comparison with commonly reported sharpness values
Allow cross-reference with existing BESS-style sharpness data
Establish context for interpreting results obtained using Methods B and C
10.3 Limitations of Reference Method
10.3.1 While widely used, the PT50A system has the following limitations:
Sampling rate commonly reported at approximately 25 Hz
Limited ability to capture short-duration peak force events
Potential variability due to manual force application
Limited visibility into the complete force vs. time curve
10.4 Method Characteristics
10.4.1 Method A commercial testers typically operate at lower sampling rates and use manufacturer-defined force application and display methods.
10.4.2 Methods B and C use higher sampling rates and controlled force or displacement application, allowing for continuous force measurement and capture of peak force during filament severance.
10.4.3 Differences in sampling rate and force application method may result in variation between results obtained using Method A and Methods B or C.
10.5 Data Comparison Statement
10.5.1 All methods described in this standard measure the force required to sever standardized test media.
10.5.2 Results obtained using different methods may be compared for general trend analysis, provided the method used is clearly identified.
10.5.3 Direct numerical equivalency between methods is not implied unless validated through controlled comparison testing.
- Procedure
11.1 Secure the broadhead in the fixture.
11.2 Position the filament perpendicular to the cutting edge unless otherwise specified.
11.3 When using Method B, apply force at a controlled loading rate of 5 grams-force per second (±10%).
11.4 When using Method C, advance the linear actuator at a controlled displacement rate of 0.0625 in/sec (±10%) unless otherwise specified.
11.5 Each cutting edge shall be tested at normalized positions corresponding to 25%, 50%, and 75% of the usable cutting edge length, measured from the forward cutting tip toward the base of the cutting edge as shown in Fig. 1.
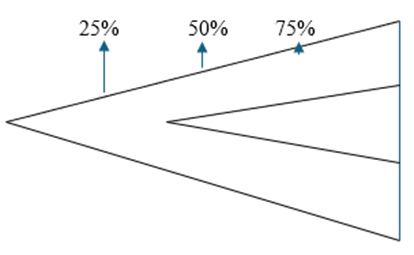
FIG. 1 — Broadhead Blade Showing Measurement Locations at 25%, 50%, and 75% of the Usable Cutting Edge (See 11.5)
11.6 One trial shall be performed at each location, for a minimum of three trials per cutting edge.
11.7 Replace or reposition test media as required to ensure each trial uses an undamaged test section.
11.8 Continue loading until the filament is severed and record the peak force at severance.
- Data Collection
12.1 Record full force vs. time data for each trial.
12.2 Peak force shall be determined from the recorded dataset.
12.3 Do not rely on single-point or internally filtered values when using Method B or Method C.
12.4 The force-time curve shall be reviewed to confirm a single, clear peak associated with filament severance. Irregular or multi-peak curves shall be flagged and may require retesting.
12.5 Any trial with obvious filament slip, blade movement, fixture movement, or abnormal media failure shall be rejected and repeated.
- Calculation
13.1 For each blade or edge, calculate:
Mean sharpness (gf)
Standard deviation
Minimum and maximum values
13.2 Individual trial values shall be retained and reported when practical.
- Report
14.1 The report shall include:
Broadhead identification
Blade or edge identification
Test Method (A, B, or C)
Sampling rate (Hz)
Force application method
Test media type
Number of trials
Individual trial values when practical
Mean sharpness (gf)
Standard deviation
Minimum and maximum values
Condition of blade before testing, including whether it was as-received or sharpened
14.2 If the filament does not sever within system limits, report the result as “> Maximum measurable force.”
- Limitations
15.1 Results are influenced by:
Test media consistency
Force application rate
Sampling rate
Blade geometry
Edge angle
Fixture rigidity
15.2 Systems operating below 100 Hz may not accurately capture peak force.
15.3 This method measures the force required to sever test media. It does not directly measure penetration depth, wound channel size, tissue damage, or edge durability.
- Notes (Method Comparison Statement)
16.1 Industry tools such as the Edge-On-Up PT50A Sharpness Tester are commonly used for BESS-style sharpness measurements.
16.2 Methods B and C improve repeatability by:
Controlling force application
Increasing sampling resolution
Recording full force-time data
16.3 This standard prioritizes measurement consistency and data quality.
16.4 The broadhead sharpness classification scale defined in this standard is intended specifically for archery broadheads and should not be treated as a general-purpose knife or cutlery scale.
- Keywords
Broadhead
Sharpness
BESS
Load cell
Edge retention
Force measurement
Peak force
Force-time curve